我们为您呈现了一部精彩绝伦的(包头)【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情产品视频,让您感受产品的独特之处。
以下是:(包头)【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情的图文介绍
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
根据以上特点可知:螺旋焊管发生 时,由于焊缝所受正应力与合成应力比较小, 口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的 应力,所以焊缝处于垂直应力这一方向时承受 载荷。即直缝承受的载荷 ,环向焊缝承受的载荷最小,螺旋缝介于二者之间。静压 强度:经有关对比试验,验证了螺旋焊管与直缝焊管的屈服压力与 压力实测值和理论值基本吻合,偏差接近。但无论是屈服压力还是 压力,螺旋焊管均低于直缝焊管。 试验还显示出螺旋焊管 口的环向变形率明显大于直缝焊管。由此证实,螺旋焊管的塑性变形能力优于直缝焊管, 口一般只局限于一个螺距内,这是螺旋焊缝对裂口的扩展起了有力的约束作用所致。
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
钢兴钢管
有限公司是国内专业的 包头45#大小口径厚薄壁、生产制造厂家,工厂位于风化店乡后枣园工业区。公司自成立以来坚持品质创新,在国内率先成功研发并推出了风化店乡后枣园工业区系列产品。我公司多年经验,做事快捷高效,竭诚为您服务。我们本着诚信为本,服务至上的原则,为各大厂矿,建筑工程提供优质可靠的钢材供应服务。
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
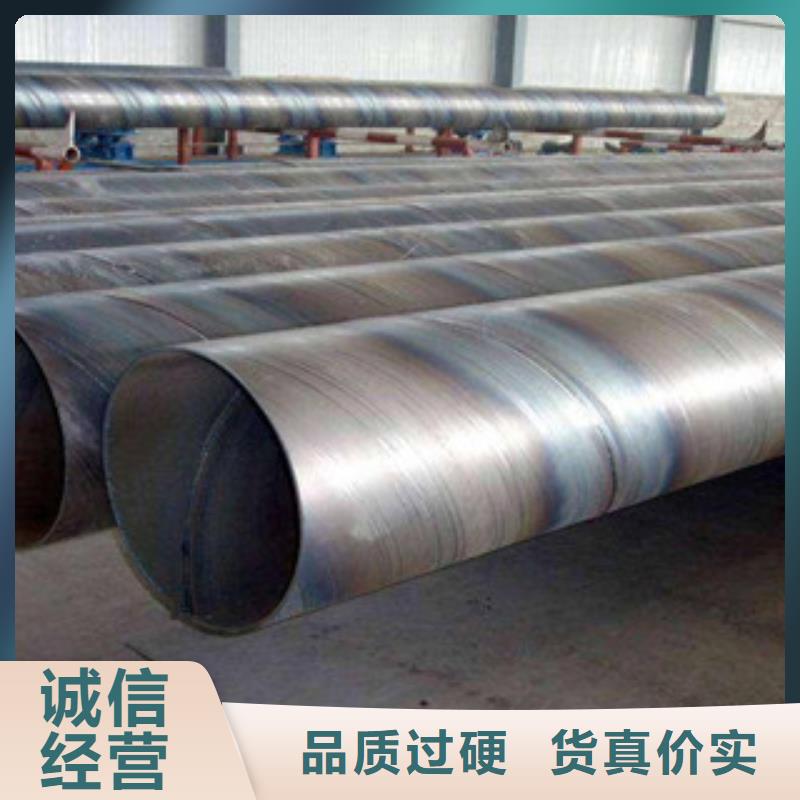
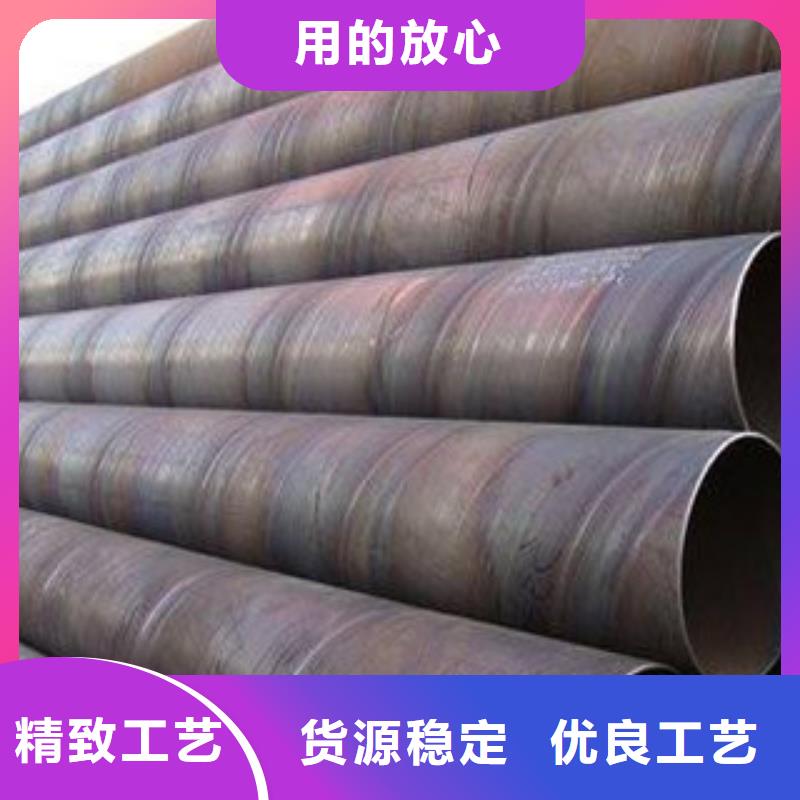
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
生产工艺:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
焊接工艺:从焊接工艺而言,螺旋焊管与直缝钢管的焊接方法一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。而且,根据埋弧焊的工艺规定,每条焊缝均应有引弧处和熄弧处,但每根直缝焊管在焊接环缝时,无法达到该条件,由此在熄弧处可能有较多的焊接缺陷。
强度特点管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δY和轴向应力δX。焊缝处合成应力δ=δY(l/4sin2α+cos2α)1/2,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为50-75度,因此螺旋焊缝处合成应力是直缝焊管主应力的60-85%。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")
【本地】螺旋管-【L290N无缝钢管】诚信商家服务热情")




 扫一扫
扫一扫